张应春谈管理 工厂常见的组织结构及其优劣势分析
在现代制造企业的运营管理中,选择合适的组织结构是实现高效生产、优化资源配置、提升市场竞争力的关键。本文结合管理专家张应春的见解,对工厂常见的几种组织结构进行梳理,并分析其优劣势,旨在为管理者提供决策参考。
一、直线职能制结构
直线职能制是最传统且应用广泛的工厂组织结构。它将企业按职能划分部门,如生产部、质量部、采购部、销售部等,各部门在高层管理者统一指挥下运作。
优势:
1. 职责清晰,分工明确,有利于专业技能的深化和效率提升。
2. 管理层级分明,命令统一,决策和执行链条较为直接。
3. 稳定性高,适合产品单一、市场环境稳定的工厂。
劣势:
- 部门间容易产生壁垒,沟通协调成本高,可能导致整体响应速度慢。
- 高层管理者负担重,容易陷入日常事务,缺乏战略聚焦。
- 灵活性不足,难以快速适应市场变化或跨部门项目需求。
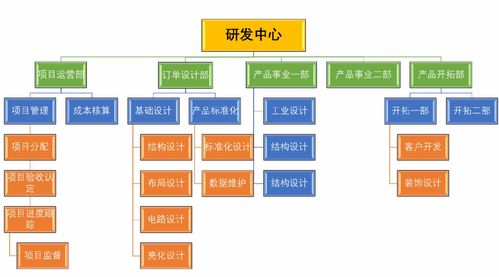
二、事业部制结构
随着工厂规模扩大或产品线多元化,许多企业采用事业部制。该结构按产品、地区或市场划分成相对独立的事业部,每个事业部拥有较完整的职能体系。
优势:
1. 分权管理,各事业部自主性强,能快速响应特定市场或产品需求。
2. 利于培养综合管理人才,激发内部竞争与创新。
3. 总部可专注于战略规划与资源配置,提高整体决策效率。
劣势:
- 机构重复设置可能导致资源浪费,如各事业部均设立自己的采购、人事等部门。
- 事业部间可能产生不良竞争,影响企业整体协同效应。
- 对管理者的综合素质要求高,控制不当易导致失控风险。
三、矩阵制结构
矩阵制结构是职能制与项目制的结合,员工既属于原职能部门,又参与跨部门项目团队,形成双重汇报关系。这在承接大型订单或研发新产品时较为常见。
优势:
1. 整合资源灵活,能有效应对复杂项目或临时任务,提升组织适应性。
2. 促进部门间信息共享与协作,打破职能壁垒,激发团队创造力。
3. 有利于员工多技能发展,增强组织人才储备。
劣势:
- 双重领导易导致权责不清,可能引发指挥冲突或决策延迟。
- 对沟通协调能力要求极高,管理成本增加。
- 稳定性相对较差,员工可能因角色模糊而产生压力。
四、网络化与扁平化结构
在信息化与全球化趋势下,部分先进工厂开始探索网络化或扁平化结构,通过减少中间层级、强化横向联系,构建以流程或客户为中心的组织形态。
优势:
1. 信息传递迅速,决策效率高,能快速响应市场变化与客户需求。
2. 强调团队合作与员工授权,提升组织灵活性与创新活力。
3. 降低管理成本,优化资源配置。
劣势:
- 对员工自我管理能力要求高,传统管理者角色面临转型挑战。
- 控制力度可能减弱,需要强大的企业文化与信息系统支撑。
- 初期实施难度大,可能引发组织动荡。
信息管理服务的支撑作用:
无论采用何种组织结构,高效的信息管理服务都是其顺畅运行的基础。通过ERP(企业资源计划)、MES(制造执行系统)等信息化工具,工厂可以实现:
- 流程标准化与透明化,减少部门间信息孤岛。
- 实时数据共享,支持快速决策与协同作业。
- 绩效监控与优化,帮助管理者动态调整组织结构与资源配置。
张应春强调,没有绝对最优的组织结构,只有最适合的组织结构。工厂管理者应结合自身战略目标、规模大小、产品特性、市场环境及信息化水平,灵活选择或融合不同结构模式,并借助信息管理服务不断优化,才能构建起支撑企业可持续发展的组织能力。
如若转载,请注明出处:http://www.gzjiudaomingpin.com/product/75.html
更新时间:2026-06-19 22:08:53